
لوله پلی اتیلن طی مراحل مختلف با خط تولید لوله پلیمری تولید می شود که در ادمه به فرایند تولید لوله پلی اتیلن تک جداره با خط تولید لوله پلی اتیلن می پردازیم.
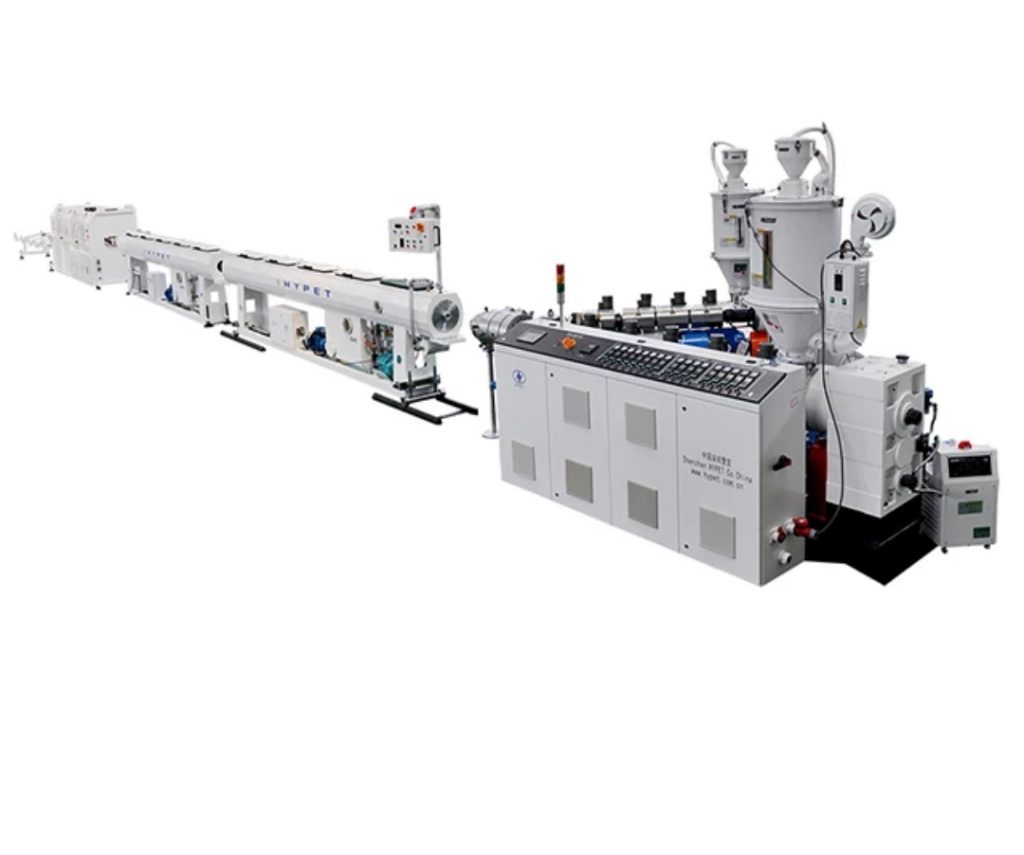
خط تولید لوله پلیمری از قسمتهای مختلفی چون مخازن و مکنده های مواد اوليه ، خوشک کن ، اكسترودر، قسمت نصب قالب ، کالیبر ، وان وکیوم ، وان خنک کننده ، دستگاه کشنده ، دستگاه مارک رن حرارتی، دستگاه برش برای تولید لوله های سایز بزرگ ، دستگاه وایندر یا کلاف پیچ تشکیل شده است و فرایند کلی تولید لوله پلی اتیلن را انجام می دهد.
فرایند تولید لوله های پلی اتیلن به روش اكستروژن مي باشد كه مواد اولیه به صورت گرانول به داخل دستگاه اکسترودر وارد شده و در اثر حرارت ذوب ميشود .سپس مواد ذوب شده به وسيله ماردون (ميله مارپيچ) به جلو رانده مي شود و پس از خروج از اكسترودر وارد قالب مي شود .
مراحل تولید خط تولید لوله پلیمری پس از ذوب شدن
مواد پخته شده پس از خروج از سر قالب ، از كاليبراتور عبور نموده و در تانك وكيوم با اعمال فشار مناسب شكل داده مي شوند . سطح لوله به محض خروج از كاليبراتور بوسيله لايه هايي از جريان آب سرد خنك مي گردد.

حرارت بالای مذاب پلي اتيلن بعد از خروج از قالب بتدريج در وان وکیوم و پس از آن در وان های خنک کننده با استفاده از آبهای سرد موجود در وان ها کاهش می یابد. لوله پلی اتیلن توليد شده بوسيله دستگاه كشنده بتدريج از درون وان های خلاء و خنك كننده كشيده شده ،
و بوسيله دستگاه مارك زن ، مشخصات فني ، تاريخ توليد علامت استاندارد نشان اختصاري نام شركت بر روي آن ثبت میگردد و سپس بوسيله دستگاه برش در متراژهای مختلف و معين بريده میشوند . کلیه مراحل تولید توسط دستگاههای کاملا اتوماتیک کنترل و مانیتور میشود که کیفیت محصول نهایی قابل قبول و در حد نام شرکت و استاندادرها باشد.

تجهیزات خط تولید
لوله های پلی اتیلن تولید شده با خط تولید لوله پلیمری در سایز های کوچک از سایز 16 میلیمتر الی 110میلیمتربعد از خروج از وان ها و دستگاه مارک زن حرارتی توسط دستکاه وایندر و یا کلاف پیچ در کلاف های 100متری پیچیده شده و بسته بندی میشود.
لوله های سایز های بلاتر بنا به در خواست مشتری ها رد شاخه های 6 متری یا شاخه های 12 متری ب دستکاه کاتر یا اره برش داده می شود و لوله ها بعد از آن وارد لوله انداز شده و به پایین هدایت می شود.
کاتر یا تمیز بر لوله پلی اتیلن
این دستگاه یکی از قسمت های خط تلید لوله پلی اتیلن می باشد که در انتهای خط تولید قرار می گیرد، و لوله های تولید شده معمولا سایزهای بالاتر از 125 میلیمتر در با طوی شاخه های 6 متری برش می دهد.
بعد از دستگاه کاتر در یا خط تولید لوله انداز قرار می گیرد. وظیقه این قسمت از دستگاه نگهداری لوله جهت بررش و سپس انداختن آن بر روی زمین می باشد عدم وجود ای قسمت از خط باعث آویزان شدن لوله هنگام برش می شود.

وایندر یا کلاف پیچ
این قسمت از خط تولید لوله وایندر در انتهای خط های 16 الی 110 قرار می گیرد و وظیفه آن کلاف کردن لوله ها می باشد. کلاف های لوله 16 میلیمتر در طول 100 متری تا 400 متری پیچیده می شود ، لوله 20 میلیمتر در کلافهای 200 و 400 متری و باقی لوله ها در کلافهای 100 متری پیچیده می شود.

امروزه برای كنترل دقیق خروجی اکسترودر و سرعت تولید به صورت بهينه، سیستم های كنترل اتوماتيك گراویمترک توسعه یافته اند که با تعدیل نوسانات حاصل از تغییر در شرایط کاری، تاحد ممکن موجب ثبات خصوصیات محصول نهایی میگردند
کشنده خط لوله پلی اتیلن
این قسمت از خط تولید قبل از کاتر و یا وایندر قرار می گیرد و کار این دستگاه کشیدن لوله می باشد، و سرعت کشش ان نیز قابل کنترل می باشد بدون وجود این کشنده لوله بد حالت شده و به انتهای خط هدایت نمی شود.

اکسترودر خط تولید لوله
این دستگاه یکی از مهم ترین قسمتهای های خط می باشد و کار آن ذوب کردن مواد پلی اتیلن و هدایت آن به داخل دای هد و یا قالب لوله می باشد و مواد بعد از خرون از دای هد وارد کالیبراتور شده و سایز می شود.
اکسترودر کوچکی که در کنار اکسترودر بزرگ قرار می گیرد برای ایجاد خط با رنگهای مختلف روی مورد استفاده قرار می گیرد معمولا لوله های که جهت آب مصرف می شود خط آبی و لوله های گاز خط زرد رنگ دارند.

مارک زن حرارتی
از دیگر دستگاه هایی که در طول خط تولید استفاده می شود مارک زن حرارتی می باشد و قبل از کشنده لوله قرار گرفته و با استفاده از نوار مارک زن اطلاعات لوله تارخ و سایز را بر روی لوله پلی اتیلن حک می کند.
در خط تولید لوله پلی پروپیلن برای ثبت اطلاعات و استاندارد روی لوله معمولا از جت پرینتر استفاده می شود و دستگاه مارک زن برای این خط کاربردی ندارد.
وان وکیوم و وان خنک کننده
وان وکیوم بعد از اکسترودر و داری هد قرار می گیرد که اول ورودی آن کالیبراتور قرار می گیرد کار این دستگاه کالیبر کردن و سایز کردن لوله می باشد. وقتی لوله وارد کالیبر می شود با خلا ای که داخل وان ایجاد می شود لوله به دیواره کالیبر چسبیده و سایز مورد نظر تولید می شود.
وان خنک کننده بعد از وان وکیوم قرار می گیرد و کاربرد آن خنک کردن لوله می باشد. این دستکاه در دو نوع غرق آبی و و پاششی ساخته می شود که نوع پاششی آن مرقوبتر می باشد.
در نوع غرق آبی آب در داخل وان وجود دارد و لوله با عبور از داخل آب خنک می شود ولی در نواع پاششی آب پاشها یی در داخل وان و کناره های آن قرار دارند که آب را بر روی روره اسپری می کننده و باعث خنک شدن لوله می شوند.